
CIRCLE déjà présent sur le marché du dentaire avec une offre unitaire de prothèse implantaire et une offre de châssis en trois finitions, se lance aujourd’hui sur les bridges implantaires en chrome cobalt et les barres en titane, par alliance de deux procédés de fabrications : la fusion additive par frittage laser, et le ré-usinage de précision.
Un work flow numérique mis en place offre plusieurs possibilités :
- Pour des empreintes physiques, la prise d’empreinte reste standard avec des coiffes d’empreintes du fabriquant et une coulée du plâtre par le laboratoire.
- Pour les empreintes optiques, la société Biotech dental fournira des localisateurs (scan body) spécifiques qui seront aussi utilisés au laboratoire, la particularité de ces pièces est qu’elles sont recouvertes de revêtement blanc qui facilite le scannage spécialement calibré pour Condor ou autre empreinte optique et qui évite au laboratoire de poudrer le titane, ce qui a pour effet d’améliorer la précision
Le scannage au laboratoire doit être effectué avec des scanners pouvant atteindre une précision de 5 microns afin de garantir la passivité du bridge ou de la barre implantaire.
Bridge Chrome Cobalt par fusion lase
La modélisation sera réalisée par le prothésiste dentaire qui est en relation intime avec le chirurgien-dentiste, il sera le plus compétent pour réaliser la pièce adaptée à l’attente du praticien avec des bibliothèques spécifiques développées par plusieurs ingénieurs en relation avec la technologie utilisée dans le centre de production et capable de couvrir 90% des connectiques du marché. Lorsque la modélisation est effectuée, le prothésiste commande sa prothèse à travers une interface ergonomique spécialement dédiée, sur laquelle il va pouvoir sélectionner le plan de traitement demandé par le praticien. Un premier contrôle réalisé par un opérateur spécialisé vérifie la conformité des paramètres dimensionnels du fichier attaché, pour optimiser la fabrication laser qui suit et éviter une désorganisation ou des retards de livraison.
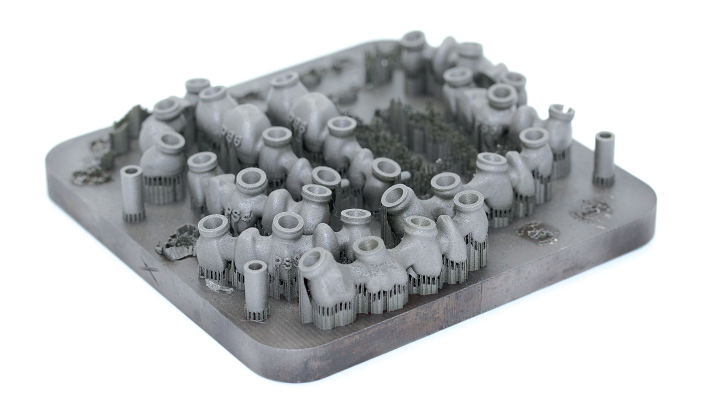
Une fois le design validé, le fichier est envoyé sur un logiciel de nesting 3D permettant de placer les prothèses numériquement sur les plateaux des machines d’impression. Chaque prothèse est supportée pour éviter une déformation lors du dégrappage.

Plateau de fusion laser
Ces nouveaux procédés de fabrication permettent aux prothésistes une grande liberté de design en ce qui concerne les barres. En effet, la fabrication additive par frittage laser se compose de grains très fins qui, par agrégation, respectent la forme exacte de la prothèse modélisé par le prothésiste. Ainsi, les problématiques de contre-dépouille sont écartées, et la prothèse respecte au maximum l’anatomie du patient, pour une mise en charge de qualité.
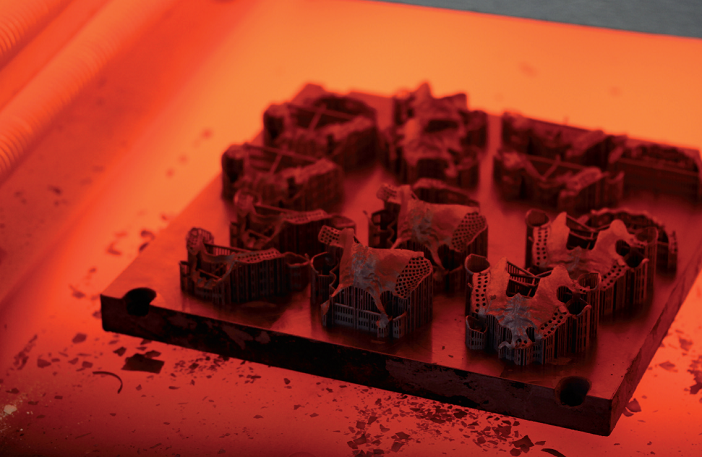
Traitement thermique
Concernant les bridges, l’aspect granuleux offre une très bonne accroche primaire de la céramique et une rétention parfaite.
Lorsque la production est terminée, la partie transgingivale et les connectiques sont usinées.
Cette méthode retire moins de matière que dans un processus normal de full usinage, les fraises sont donc moins abîmées, la machine vibre moins et la fiabilité de la précision de la prothèse est accentuée.
Vient ensuite l’étape du traitement thermique qui permet de figer la matière, pour annuler l’effet ressort et permettre une tension neutre. Ainsi, lorsque le bridge ou la barre passe au four pour cuisson de la céramique, les tensions restent emprisonnées et la prothèse ne se déforme pas.
Après un dernier contrôle en sortie de la chaîne de production, le produit est livré au prothésiste pour caractérisation.





{kind=link}
Un commentaire
Super Nouvelle !!
Enfin un vrai partenaire pour le Laboratoires
Amicalement